For last decades and due to a fierce competition, diamond tools’ manufacturing has known lots of improvements. Among them, diamond encapsulation (introduced in the years ’70) and diamond positioning (introduced in the years 2000 via e.g. ARIX ™) have played an important role for cutting performances increases.
Diamond tool industry has always been driven by following main challenges:
1° Increasing tool life
2° Improving cutting performances
3° Tool’s versatility (Universal applications)
4° Productivity and competitiveness increases
This is with those targets always present in mind that, in our lecture, we will try to quickly review each of them and to present you a new tooling concept combining 3 cutting modes (chipping, abrasion and shearing off) for achieving those 4 factors.
Increased Tool Life
As everybody knows it already…..there are 2 main ways for increasing cycle life of diamond tools: either we do reinforce matrices’ wear resistance (e.g. by adding WC/W2C particles in the bond)….or…..we do improve diamonds’ retention within metal bonds (e.g. by using Ti clad coated diamonds).
Both ways have to be carefully tuned.
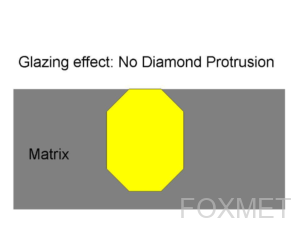
Indeed, a metal bond showing too high wear resistance may lead to a dramatic reduction of diamonds’ protrusions. This is what we commonly call: “the Glazing Effect”.
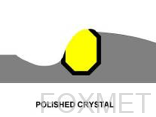
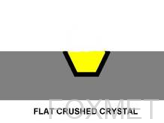
On the other hand, if diamond’s retention within metal bonds becomes too strong; risk is high to observe most of diamonds polishing and/or crushing flat on tools’ working surface.
No need to say both phenomena’s are highly detrimental to diamond tools cutting efficiency.
Improved Cutting Performances
To same extend, diamond tools’ cutting efficiency may be improved by:
reducing metal bond wear resistance
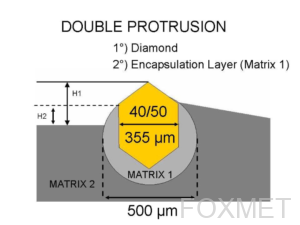
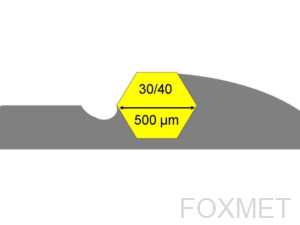
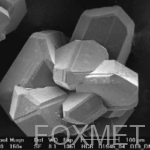
obtaining higher diamond protrusions through their encapsulation with a layer of hard matrix
using coarser diamond grids
As mentioned earlier, reducing metal bond wear resistance will automatically affect negatively tool life because of premature crystals’ pull-outs. Remain, thus, the other 2 possibilities for improving tool’s cutting performances.
Applying encapsulated diamonds in cutting tools manufacturing processes is not an easy task. It requests certain know-how and a good control of the encapsulation process. Indeed, metal layer thickness around each crystal must be well defined and matrix composition close to each crystal (i.e. matrix #1) must be metallurgically/chemically compatible with main matrix (i.e. matrix #2).
However it is much easier to apply, using coarser diamond grids is more expensive (because of higher coarse grid costs) and risks are higher to get more pull-outs, polished and/or flat crushed diamonds during cutting cycles. Moreover, it is well known among tool makers that coarse diamond grids are inefficient for cutting hard stones like granite, quartzite, basalt, etc. In few words: there is an actual problem of universality (and/or versatility).
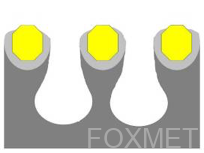
On the other hand, use of encapsulated diamonds in cutting tools offers an excellent solution to versatility problem. Due to improved diamond retentions as well as to the “double protrusion” achieved with wear resistant zones around each crystal, we can create channels onto tools’ working surfaces which not only facilitate debris evacuation but allow also achieving higher cutting rate, at lower machine power.
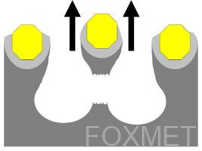
BUT…….there is an important danger: the “tyre’s erosion”.
Indeed, during cutting operations, both debris’ flow and/or water stream accelerate in-between diamond crystals (bottleneck effect). This phenomenon digs the main matrix out……..leading to erosions similar to slightly flat tyres which may originate premature losses of encapsulated diamonds. Hence, tool’s instability will increase and tool life will automatically decrease.
Common ways for tackling this phenomenon consist then in: (1) increasing diamond concentrations, (2) correctly positioning encapsulated diamonds within metal bonds and/or (3) reinforcing matrices’ wear resistances. Of course, tools competitiveness will be adversely affected as manufacturing process becomes more expensive.
What would be the “ideal” solution then?
The Ideal Solution
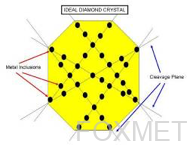
The “ideal” solution would consist in synthesizing big diamond crystals within which cleavage planes would be perfectly monitored……..through –for instance- a careful positioning of metal inclusions.
Unfortunately…… current diamond synthesis technologies are unable to position metallic inclusions within each crystal and manufacturing big crystals requires long & highly energy consuming synthesis periods.
A real challenge for diamond grids manufacturers!!
Affordable Solutions
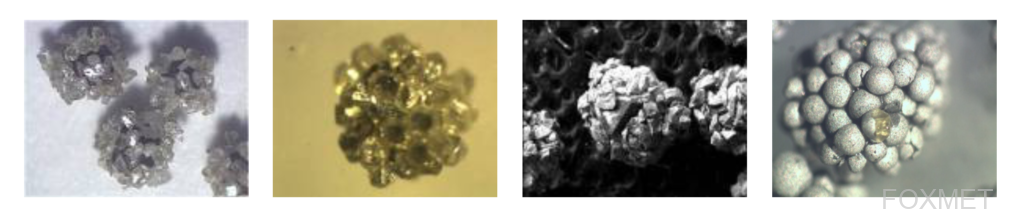
Despite above statement, we do believe acceptable solutions however exist. Among them, we would like to highlight 3 of them: (1) diamond clusters, (2) synthesized aggregates and (3) A.C. diamond aggregates.
Diamond Clusters
Synthesized Aggregates
A.C. Diamond Aggregates
As described by G. J. Davies, R. A. Chapman, L. K.Hedges, S. G. Nailer and M. Moore in their paper about “Novel Diamond Structures and Shapes”, diamond clusters are UHP/UHT crystals synthesized from diamond germs. By an appropriate control of Ultra High Pressure, High Temperature crystallization circumstances and conditions, it is possible to grow germ of diamond particles and clusters of particles dominated by the twinned arrangements allowed by the diamond atomic structure.
Unfortunately, this process is not only very expensive, but also highly energetic. In addition, we experienced most of those clusters were pretty fragile and exploded under impact of hard stones.
Based on above observations and with the kind collaboration of I.S.M. Ukraïne scientists, we submitted several diamond aggregates under various UHP/UHT parameters.
We, quite easily, succeeded to create “diamond-to-diamond” bonds between peripherical diamond grids (e.g. 40/50 and 50/70 Mesh) and core/central ones (e.g. 20/25 and 25/35 Mesh). Despite we succeeded to shorter the diamond synthesis cycles, we were constrained by limited UHP/UHT capsules’ capacities. We also observed original intrinsic diamond properties (i.e. TI and TTI) were quite affected by the process.
Diamond clusters and synthesized diamond aggregates being rather expensive ways of producing resistant diamond agglomerates, we decided to develop and to study alternative products which characteristics would tend to the ones offered by those latest at reasonable costs. Among those potential alternatives, one of them proved, quite rapidly, to be the most promising one: the A.C. diamond aggregates.
A.C. Diamond Aggregates
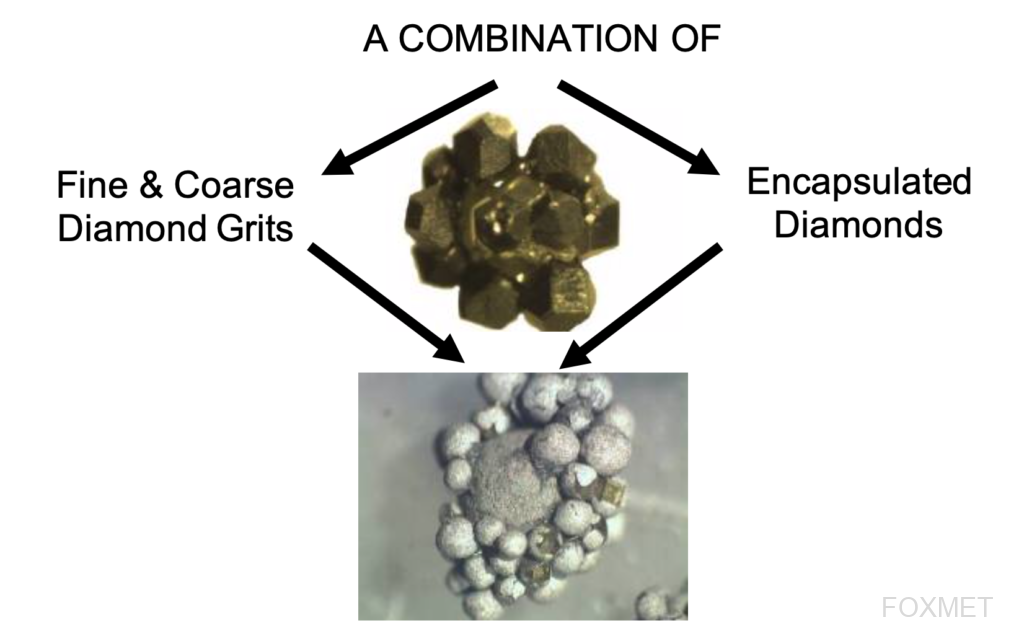
Driven by the willingness of approaching “the ideal diamond” structure at competitive price, following idea came up to our mind: why not producing a granule containing small and big diamond grids with high wear resistant metal bond and then consolidating such granule?
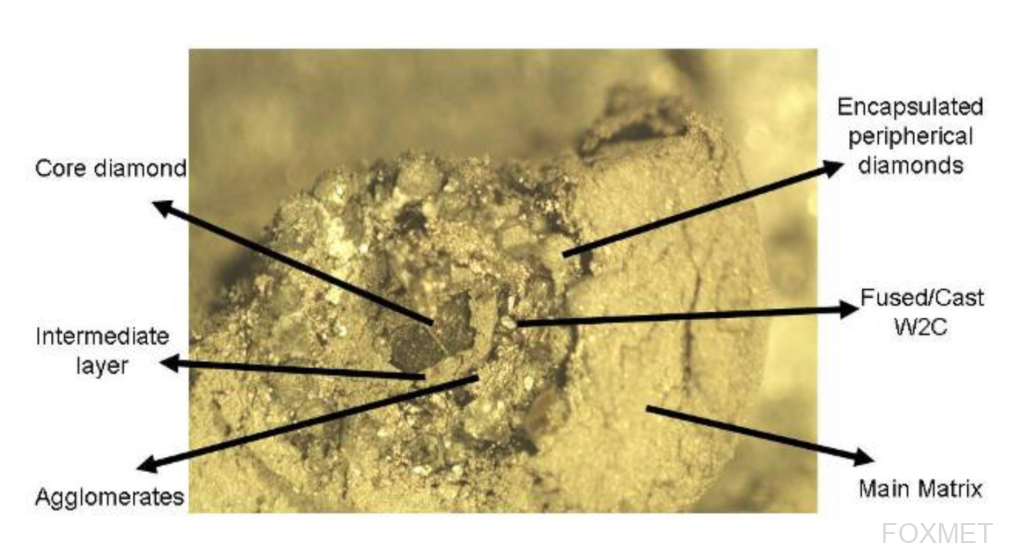
The A.C. diamond aggregate was born. The principle simply consists in encapsulating both fine peripherical and coarse central (i.e. core) diamonds with a thin layer of hard matrix (matrix #1) and gluing first ones (i.e. peripherical) to latest ones (i.e. core/central).
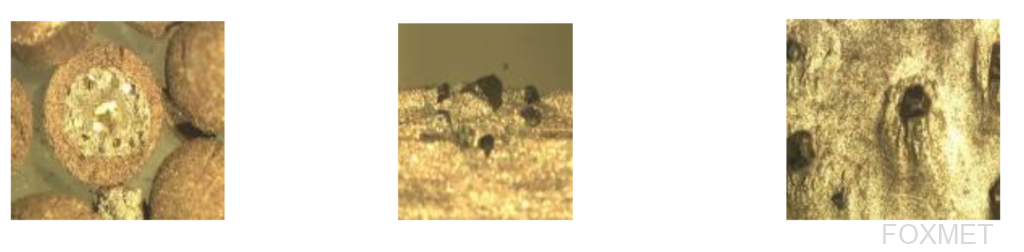
After a battery of trials on our wear equipment using granite class 5 wheels and after SEM analysis, it occurred that:
retention of most diamonds was improved (i.e. cleaved grids after insert fractures)
both diamonds and their aggregates showed perfect distributions
wide canals, without “flat tyres’ erosion”, were formed due to the double protrusion of each agglomerate and sludge/debris evacuation were consequently facilitated
tools’ rate of penetration was increased due to a new cutting mode combining chipping, abrasion and shearing off
number of polished and/or flat crushed crystals were drastically reduced on tools’ working surface
use of low diamond qualities was permissible
wear resistance of main matrices (i.e. matrix #2) can be substantially reduced….allowing therefore uses of low cost metal bond
all above mentioned factors were leading to longer tool life
But how does an AC diamond aggregate work?
Diamond Aggregates - Theory
In conventional diamond tools designed for cutting hard, heterogeneous and abrasive materials like reinforced concrete or like in deep petroleum/geothermal drilling, it is of common use to mix coarse and fine industrial diamond grits.
The main setback of such random mixtures is that finer diamond grits’ comet tails hinder and/or reduce coarser grits’ protrusion. Finer grits play more the role of fused/cast tungsten carbides. They harden the main matrix, leading –consequently- to lower cutting efficiency of the tool as cutting mode consists mainly in abrasion.
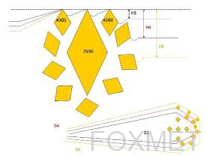
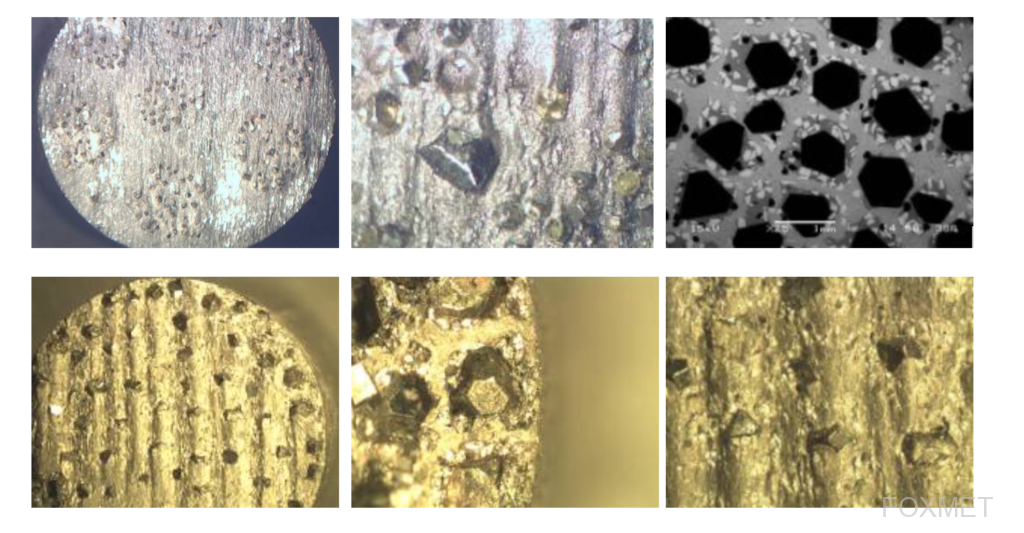
However…if, at constant diamond’s concentration, finer grits are finely positioned around coarser ones, their respective protrusions will be concentrated in delimitated areas of diamond tools’ inserts/segments…..forming therefore an aggregate of abrasive particles and showing altogether a higher protrusion.
This, in turn, allows easier matrix erosion around and before those delimitated areas…leading to canals formations which, not only, improve sludge/debris evacuation but, also, allow materials shearing off to take place.
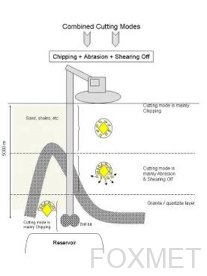
Series of tests, conducted at laboratory scale as well as on the fields of operation, have clearly demonstrated improvements of cutting tools performances using diamonds aggregates. Those improvements have been identified by a positive combination of 3 cutting modes:
Chipping, by the diamonds aggregate as a whole, of soft and abrasive materials (e.g. sandstone, shale, reinforcing bars, etc.)
Abrasion of hard materials thanks to incorporated fine diamond grits (e.g. flint stones, granite, porphyry, etc.)
Shearing off of heterogeneous materials due to canals’ presence in-between diamonds’ aggregates.
This combination, consequently, leads to greater versatility of diamond impregnated cutting tools. For instance, same saw blade can be applied for cutting granite as well as reinforced concrete or marble: an obvious advantage for people working on building sites and under time constraints.
Moreover, further trials showed better cutting performances (i.e. increased rate of penetration and/or faster cutting speed) achieved at more competitive costs as: both, main matrix composition and diamonds qualities can be substantially reduced.
Various Types of Aggregates
Based on this concept and on our newly developed proprietary technology, it is nowadays possible to produce nearly any kind of diamond aggregates with any types of powders.
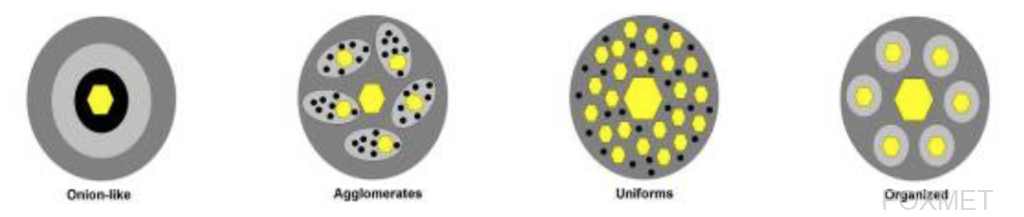
Depending on applications (e.g. stone sawing, exploration drilling, etc) and/or on diamond tools manufacturing processes (e.g. hot pressing, natural sintering, vacuum brazing, infiltration, etc), we are indeed in a position to propose different versions of aggregates to diamond tools manufacturers:
Encapsulated and pre-sintered Coarse Diamonds surrounded by finer diamonds.
Coarse diamonds surrounded by finer ones.
Coarse and Fine diamonds surrounded by coarse fused/cast tungsten carbides.
Spherical fused tungsten carbides surrounded by finer diamonds
Encapsulated diamonds surrounded by encapsulated finer ones
Simple and conventional encapsulated diamonds
Others…….
We are not anymore limited to diamonds and/or to metal powders sizes, shapes and densities.
We may use any kind of spherical, irregular, cast, fine or coarse powders with low densities (e.g. C, Si, SiC, etc) as well as with high densities (e.g. W, W2C, etc).
Our patented process allows today productions of –at least- 10,000 cts per day of aggregates and its capacity may be easily increased. It operates at relatively low temperatures, preserving – consequently – all diamonds intrinsic properties.
We are even in position to customize each type of aggregates. Wide ranges of configurations and of compositions are indeed possible.
……or…….a combination of each in onions’ like configuration……
Preliminary wear resistance tests
Following a modified version of the standard test method for abrasive wear resistance of cemented carbides (ASTM B611-85), each new composition and/or each new configuration of diamond aggregates were preliminary tested on our laboratory grinding equipment.
Instead of using AISI 1020 annealed steel wheels and Al2O3 abrasives slurry, each sintered insert (containing a new composition and/or a new configuration of aggregates) was tested onto SiC and onto Granite Class 5 (Balmoral FG) grinding wheels, in dry and in wet conditions, at various peripherical speed carefully monitored by laser and under applied pressures ranging from 1 up to 8 bars.
Industrial applications
After having been tested at lab scale, most promising diamond aggregate’s compositions and configurations were selected in order to be tested in situ.
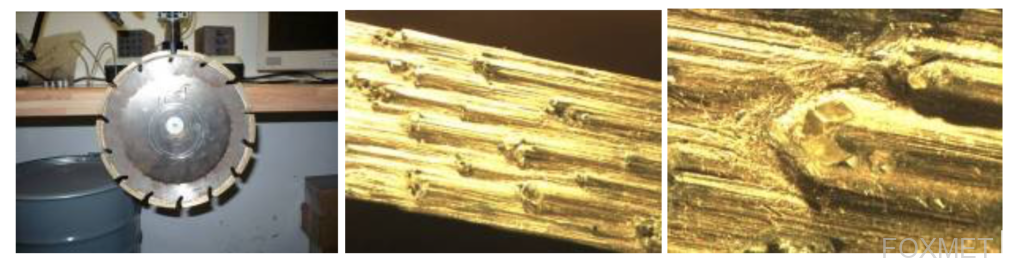
For stone and building applications, several saw blades were field tested under following conditions:
Wet and dry cutting
Old and new reinforced concretes with 10 mm diameter steel bars
Tangential speed of 80 m/s
Blade diameter 230 mm
14 diamond segments brazed with L-Ag49Mn
Handy machine
Diamond segment’s main matrix made of bronze 85/15
Preliminary results showed a tool life increase between 40 and 60% compared to conventional saw blades and no early pull-outs of aggregates.
Regarding oil & gas, high wear resistant aggregates containing fused tungsten carbides have been submitted to pilot scale tests too.
Inserts nearly did not wear, evacuation canals were clearly observable, fine peripherical diamonds prevented coarse grids from polishing and/or from flat crushing and ROP has doubled compared to conventional inserts.
Finally, other types of diamond aggregates designed for mining bits and core drills were submitted to similar trials.
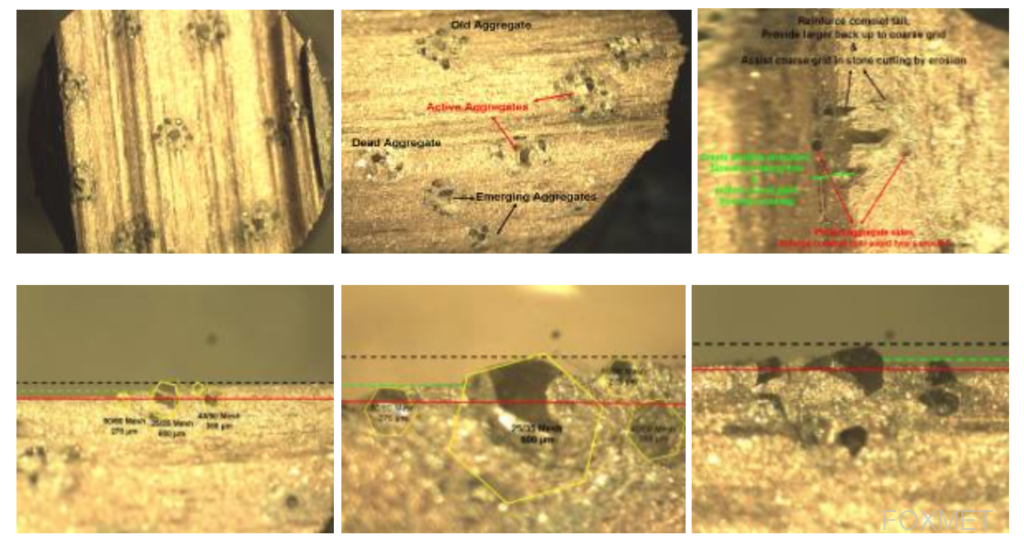
Again, aggregates sphericity, distributions and canals were observed. Small peripherical diamonds provide larger back up to coarse grid, facilitate cutting of hard stones by erosion, create double protrusion, slow-down debris flows, protect coarse diamond from flat crushing and enlarge comet tail…..avoiding thus “flat tyre’s erosion”.
Conclusions
Aggregates theoretical concept has been fully proven.
Aggregates preliminary field tests have shown outstanding cutting results.
Aggregates concept operates for « dry » as well as for « wet » applications.
Aggregates concept operates for « soft » as well as for « hard » formations.
Both tool’s life and cutting efficiency have increased at reasonable costs.