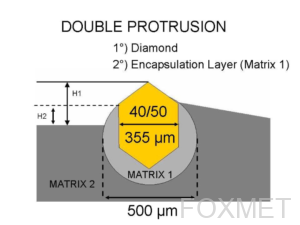
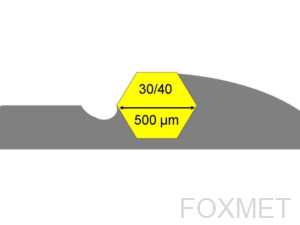
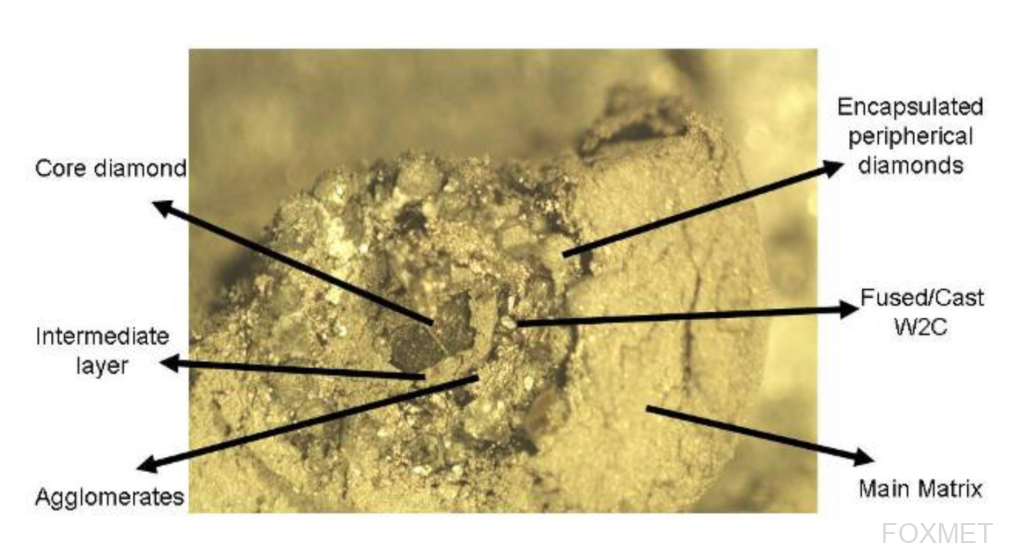
Applying encapsulated diamonds in cutting tools manufacturing processes is not an easy task. It requests certain know-how and a good control of the encapsulation process. Indeed, metal layer thickness around each crystal must be well defined and matrix composition close to each crystal (i.e. matrix #1) must be metallurgically/chemically compatible with main matrix (i.e. matrix #2).
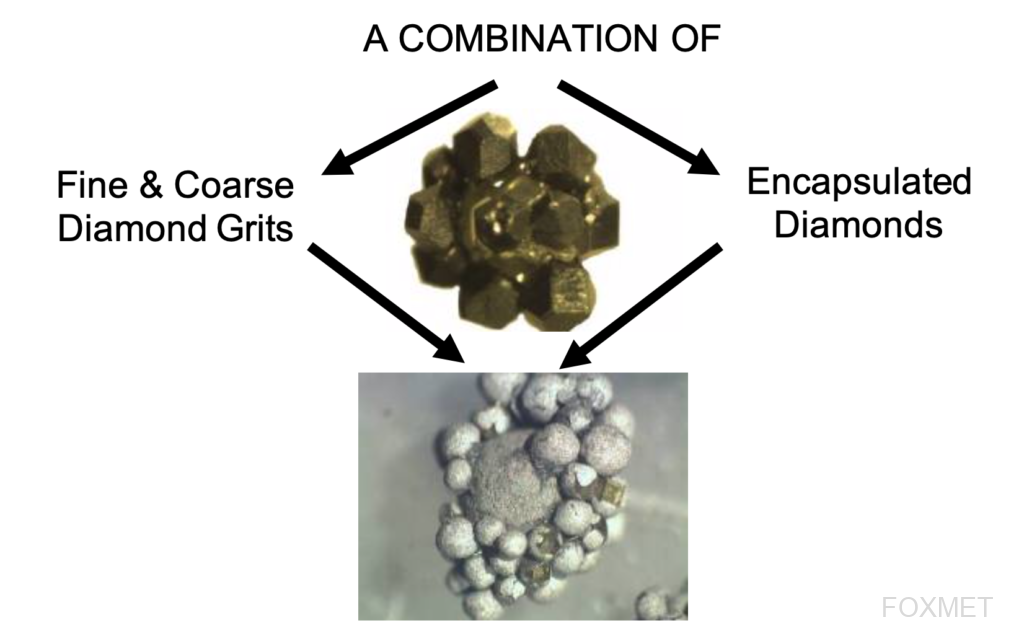
However it is much easier to apply, using coarser diamond grids is more expensive (because of higher coarse grid costs) and risks are higher to get more pull-outs, polished and/or flat crushed diamonds during cutting cycles. Moreover, it is well known among tool makers that coarse diamond grids are inefficient for cutting hard stones like granite, quartzite, basalt, etc. In few words: there is an actual problem of universality (and/or versatility).
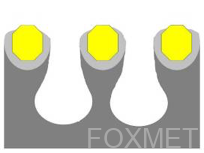
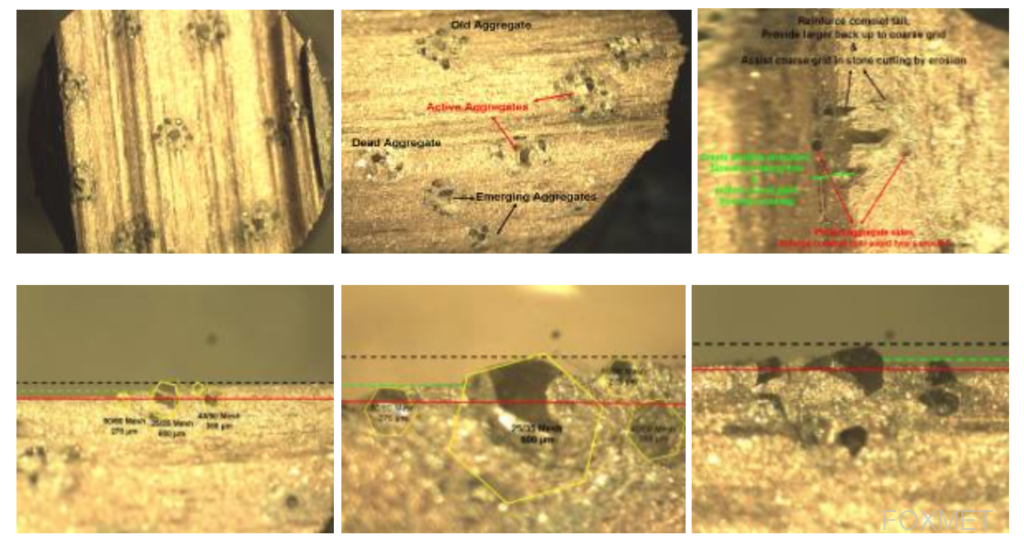
On the other hand, use of encapsulated diamonds in cutting tools offers an excellent solution to versatility problem. Due to improved diamond retentions as well as to the “double protrusion” achieved with wear resistant zones around each crystal, we can create channels onto tools’ working surfaces which not only facilitate debris evacuation but allow also achieving higher cutting rate, at lower machine power.
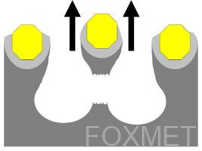
BUT…….there is an important danger: the “tyre’s erosion”.